
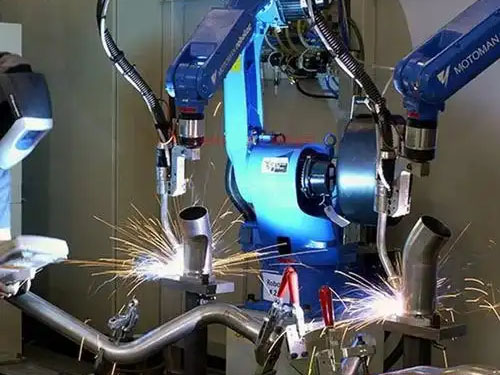
汽车制造业的规模化生产中,焊接工序是汽车部件成型的核心环节,对焊接精度、效率和成本控制的要求不断提升。安川机器人凭借稳定的电弧控制和灵活的轨迹适配能力,成为汽车部件焊接生产线的主力装备,广泛应用于车身框架、底盘部件、车门结构等各类汽车部件的焊接作业。这类自动化焊接设备虽能满足大规模生产的精度和效率需求,但在焊接保护气消耗环节,长期存在粗放式供给的问题,不仅增加企业生产成本,还可能因供气与工况不匹配影响焊接质量。WGFACS节气设备专为安川机器人汽车部件焊接场景设计,通过精准的供气调控的方式,实现保护气的按需供给,在不影响焊接质量的前提下,大幅降低40%-60%气体消耗,适配汽车制造业精益生产的发展需求。
汽车部件焊接的工况复杂多样,同一生产线往往需要处理不同厚度、不同材质的部件焊接,安川机器人会根据焊接工艺要求,实时调整焊接电流大小。厚板部件焊接时,需要较大电流保证熔深,熔池范围同步扩大,此时需要充足的保护气形成致密气幕,隔绝空气对熔池的侵蚀,避免出现气孔、夹渣等焊接缺陷;薄板部件焊接或焊缝修整时,电流会相应减小,熔池体积缩小,所需保护气量也随之减少。传统供气模式采用固定流量输出,无法适配这种动态变化的焊接工况,厚板焊接时可能出现供气不足,影响焊接质量,薄板焊接时则会出现气体过量逸散,造成不必要的浪费。
WGFACS节气设备的核心优势的就是实现保护气的按需供给,其调控逻辑紧密贴合安川机器人的焊接电流变化,做到电流大则多供气,电流小则少供气。这种调控模式打破了传统固定流量供气的刚性限制,让保护气供给始终与熔池保护需求保持同步,从根源上杜绝气体浪费。设备通过专用通讯模块接入安川机器人的控制系统,能够实时捕获焊接电流、电弧电压等关键工艺参数,数据传输延迟控制在毫秒级,完全跟上安川机器人的电流调整节奏,确保供气变化与焊接工况无缝衔接。
安川机器人在汽车部件焊接过程中,焊接电流的变化贯穿整个作业流程,从起弧、焊接到收弧,电流会根据焊缝位置、熔深要求实时调整。WGFACS节气设备能够精准捕捉这些细微的电流波动,同步完成流量调节。起弧瞬间,安川机器人输出初始焊接电流,设备会立即响应,输出对应流量的保护气,确保起弧阶段熔池就能获得充足保护,避免起弧氧化;焊接过程中,电流增大时,设备内置的高速电磁调节阀会即时增大开度,混合气流量随电流提升比例同步增加,形成稳定的保护气层;电流减小时,流量随之按比例缩减,仅维持当前熔池保护所需的最低流量标准,既保证保护效果,又避免气体冗余消耗。
WGFACS节气设备与安川机器人的适配无需对机器人原有结构进行大规模改造,可直接与机器人的气路系统和控制系统对接,快速完成安装调试后即可投入生产。适配过程操作简便,无需复杂的技术编程,操作人员只需按照基础规范完成气路连接和简单的参数预设,就能确保装置与安川机器人协同运行。无论是不同型号的安川焊接机器人,还是不同厚度、不同材质的汽车部件焊接需求,该设备都能灵活适配,无需频繁调整适配参数,适配性覆盖各类汽车部件焊接的实际场景。
日常维护方面,WGFACS节气设备的维护难度较低,无需复杂的维护流程,只需做好基础的清洁和检查工作,就能确保装置长期稳定运行。定期清理装置表面及气路接口处的粉尘和杂物,避免粉尘堆积影响气路通畅和传感模块的灵敏度。检查气路连接部位的密封性,查看是否存在气体泄漏,若发现连接松动,及时紧固相关部件即可。定期查看装置的运行状态,观察指示灯显示是否正常,若出现指示灯异常,可根据基础排查规范,检查气路连接和参数设置,多数异常情况无需专业维修就能解决。
WGFACS节气设备与安川机器人的协同应用,本质是通过精准的参数感知与动态供给,将混合气的供给模式从经验化粗放控制转变为数据化精准适配。这种适配模式与安川机器人的多工况作业特性高度契合,既从源头解决了混合气浪费的行业痛点,又通过稳定的保护效果提升了焊接质量的一致性。对于以安川机器人为核心装备的汽车部件焊接企业而言,这种混合气节约方案不仅能降低运营成本,还能通过焊接工艺稳定性的提升增强产品的市场竞争力,适配汽车制造业精益生产、绿色生产的发展趋势。
安川机器人在汽车部件焊接领域的应用已十分广泛,而WGFACS节气设备的加入,进一步优化了焊接流程,实现了降本、稳质、增效的多重目标。其按需供给的核心逻辑,精准匹配汽车部件焊接的工况特点,电流大则多供气、电流小则少供气的调控方式,让每一份保护气体都能高效作用于熔池保护环节。设备的便捷适配和低维护需求,也降低了企业的技术升级门槛,无需投入大量人力物力改造生产线,就能快速实现气体消耗的优化,为汽车部件焊接企业的可持续发展提供了切实可行的技术支撑。



